


齐家文化制陶工艺研究
西北民族大学历史文化学院 任振宇
一、史前制陶工艺研究回顾
关于陶器的制作工艺研究,前人进行了很多,其中坯体成型技术作为古代陶器研究的重要内容之一在中国考古学最初的数年里就已经被学术界所关注。例如安特生J.G.Andersson)阿尔纳(T.J.Arne)、李济、梁思永等学者在其研究论著中,都或多或少地对陶器坯体成型技术有所涉猎。只是这些观察较为零散,尚未形成相对系统的论述。
直到 20 世纪 30 年代初期, 山东历城城子崖遗址发掘报告的出版对中国古代陶器坯体成型技术的深入研究起到了极大的推动作用譽訛。 在这部报告中,执笔陶器分析章节的吴金鼎先生在实物观察的基础上,结合民族志和实验考古学的认识,把陶器的成型技术分为“手制、范制、轮制”等具体方法。 吴金鼎先生对于城子崖出土陶器成型技术的总结在中国古代陶器研究史上无疑具有里程碑的意义,他的这些认识与分类几乎构成了中国古代制陶工艺研究的基本框架, 为该领域以后的继续发展提供了良好的思路与范式。城子崖之后, 吴金鼎先生又对河南安阳高井台子遗址出土陶器的制作工艺进行了详细的分析,并将相关陶器的成型技术归纳为模制、手制、范制及圈泥法等方式。 尤其是“圈泥法”与“模制”技术的明确提出,丰富了学界对于中国古代陶器成型技术的认识。
1938 年,吴金鼎先生的《中国史前的陶器》(Prehistoric Pottery in China)得以出版书中将全国范围内(特别是北方地区)出土陶器的成型技术分为手模法(hand-modelling)范制法(mouding)或拍打法(beating)、轮制法(throwing on the wheel),而“手模制法”包括以前所说的“圈泥法”“手制”以及“模制”等。这部著作是吴金鼎先生在“翻遍了所有已出版的关于中国史前陶器的书籍“亲身观摩了数万片已出土的陶片实物”,“实习原始制作陶器的方法”的基础上完成的譺訛,集中体现了他本人对于中国古代陶器成型技术分类体系的思考。
总的来看,吴金鼎先生对于陶器述体成型技术的研究,在很大程度上反映了 20 世纪 50 年代以前的中国考古学在该领域的成就譻訛。手制、范制、轮制以及模制、圈泥法等技术的相继发现,为日后中国古代陶器成型技术的继续研究提供了借鉴。
20 世纪 50 年代末,李仰松先生根据对云南佤族的考察结果,指出:“手制陶器中除捏塑法之外,我们还发现有泥圈盘筑法。 ”可见,他所理解的“手制”至少包括捏塑法和泥圈盘筑法。 这与我们今天的认识大多一致,也意味着之前所理解的“手制”内涵发生了变化。
进入 20 世纪七八十年代,李文杰先生通过详细考察与系统分析甘肃秦安大地湾遗址中,陶器出现的“陶片分层剥落的现象”,指出大地湾一期陶器遗存中存在着“内模敷泥法成型”和“外模敷泥法成型”两种技法,并将二者统称为“模具敷泥法”,认为此法的具体操作为“揪一块泥料附在模具上,通过挤压和拍打而铺开”,应是中国新石器时代早期的制陶方法之一。 它与“后来的模制法”(即将泥料先搓成泥条,再盘筑或圈筑在模具上)均属于模制法的范畴。几乎同时期,因河姆渡、磁山、裴李岗、城背溪等一批新石器时代较早遗存的发现与研究,俞伟超、牟永抗二位先生将“用数块泥片逐片捏合成器的成型技术”命名为泥片贴塑法或泥片贴筑法,且认为该方法是模制法制陶工艺中较晚出现的一种技术。 但是,李文杰先生通过对城背溪文化制陶工艺的观察与具体操作手法的复原,指出:“泥片贴筑的陶器,内壁未见模具痕迹,却常有陶垫窝,似河卵石印痕”,进而“说明泥片贴筑法属于手制范畴。 ”
二、 齐家文化制陶工艺
齐家文化是甘青地区重要的史前文化之一,晚于马家窑文化。 其分布于黄河上游及其支流渭河、洮河、大夏河、湟水与西汉水流域,并以渭河上游、洮河中下游与湟水中下游地区为中心分布。 若以现在的行政区划定位,东起甘肃省庆阳地区宁县,西至青海湖北岸沙柳河,北入内蒙古阿拉善左旗,南抵甘肃省文县,地跨甘、宁、青、蒙四个省区,东西长达 800 多公里。陶器根据陶质陶色的不同,陶器可分为红陶、灰陶、黑陶、白陶等,又可根据是否添加羼和料分为夹砂陶和泥质陶两类。 齐家文化出土陶器陶片主要有泥质红陶和夹砂红陶两种,并有少量灰陶和极少量白陶,彩陶亦有少量出土。 灰陶、白陶与彩陶并不是齐家文化的主流陶器,所以在此我们仅讨论关于泥质红陶与夹砂红陶的制作工艺。
齐家文化陶器制作技术是对马家窑文化马厂类型制陶技术的继承,包括泥料的淘洗技术、泥条筑坯技术、纹饰的制作技术、陶器磨光技术等,经过发展,产生了新的陶器制作技术,包括三足器的模制技术,同时又对后来的辛店文化制陶技术产生影响。
(一)选料及加工
齐家文化陶器以泥质红陶和夹砂红陶两种为主, 并有少量灰陶和极少量白陶, 彩陶亦有少量出土。制陶原料可分为塑形原料和瘠型原料两种,塑形原料即黏土,为制陶的主要原料,瘠性原料为羼和料,在齐家文化中使用的主要是石英砂,取自河沙。齐家文化地处黄河上游的黄土高原,主要有黄土、红土、沉积土、瓷土等黏性土质。 齐家文化出土的陶器数量多、分布范围广,从和黄河上游及支流渭河、洮河、大夏河、湟水一直到河西走廊的广大地区众多的齐家文化遗址中出土了大量陶器或陶片,从陶器的特征看,齐家文化的陶器大部分是自己烧制,陶土取之于本地。 齐家文化陶器制作选料继承马家窑文化传统,一般不用马兰黄土制陶,而是就近选择可塑性好、含钙量低的可熔黏土作为陶土。 在泥料处理技术上,齐家文化继承了马家窑文化对泥料的淘洗技术与陈腐技术,虽然没有发现淘洗池遗迹,但陶质纯净,无细小颗粒。 泥料淘洗技术在新石器时早期即出现,在裴李岗文化中就发现了淘洗池遗迹。 淘洗泥料的目的是纯净泥料,去除黏土中的杂质,粗颗粒,钙质结核。 淘洗前需要粉土,将采集的土块经晒干粉碎碎,去掉土料中的粗颗粒、钙质结核及其他杂质,加水搅拌成泥浆,之后将泥浆进行澄滤以除残存杂质,然后将过滤后的泥浆澄去水分,便成为光滑细腻的制坯泥料。 从陶片断口看,有些细泥陶质地均匀,断口致密,其化学组成中 CaO含量很低,说明当时对陶土淘洗已得到了应用。 泥料淘洗过后还需要陈腐,陈腐是指将泥料置于阴湿、温暖、不通风处闷一段时间再用的过程。 陈腐的目的是为了提高泥料的可塑性,陈腐时间越长可塑性越好。同时,黏土的可塑性还与其所含矿物成分及胶体物质含量,腐殖质含量有关。这种提高泥料可塑性的加工工艺直接影响到铜器的范铸工艺。
另外齐家文化时已经开始用瓷土或高岭土来制作陶器,只是一般陶土淘洗不够,陶片中含有大量的白砂、氧化铁含量也较高,制出来的陶器白度不够高。 如甘肃灵台桥村出土的齐家文化素白陶片,陶质中夹有量红色砂子,其 Fe2O3 含量为 3.9%,而 Al2O3、SiO2 含量加起来已达到 87.6%。
制陶工艺根据造型方法的不同分为手制法、模制法、轮制法三种制陶工艺,其中手制法又可分为捏塑法、泥片贴筑法、泥条筑成法三种方法,轮制法可分为快轮拉坯法(以下简称快轮法)和慢轮修整法(简称慢轮法)两种方法。 齐家文化陶器制作以手制法为主,并采用慢轮修整的方法。 同时使用模制法制作陶鬲等三足器。
1. 捏塑法
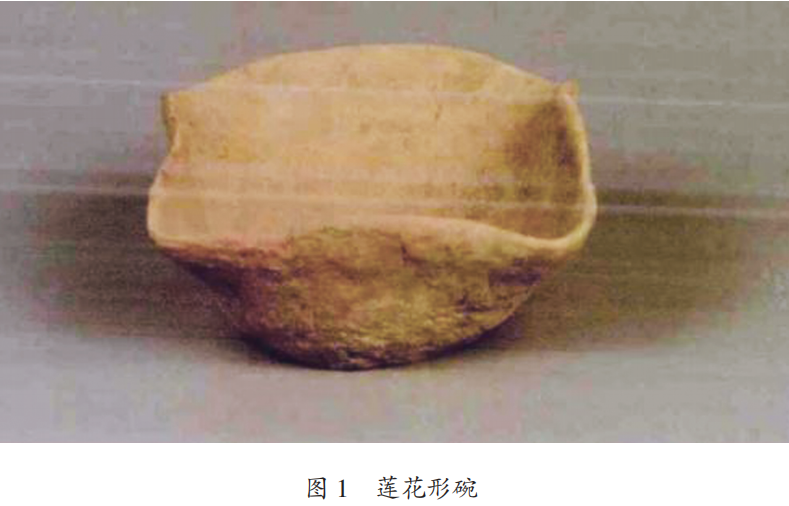
适指用手直接对泥料进行捏塑,适合小件陶器的制作。 齐家文化出土的小件陶塑,如鸟、羊、狗等动物形象及人物形象,器物中的杯、圜底罐等均属捏塑法制作,如甘肃广河县齐家坪遗址出土,现藏于广河县齐家文化博物馆的莲花形碗(GC0493) 高 7 厘米, 口径 13.5 厘米,底径 8.3 厘米,重 0.25 千克(图1)即为直接捏塑而成。
2.泥条筑成法
泥条筑成法可根据盘泥条的顺序分为正筑法和倒筑法两种, 正筑法是指从底部开始盘筑, 倒筑法是指从器物口部开始盘筑, 倒筑法多用于尖底瓶等尖底器。 齐家文化陶器造型以平底器、圜底器为主,其次为三足器少有尖底器,所以使用的多为正筑法。 根据秦魏家遗址 M15 出土陶罐底部麻布遗留的痕迹我们可知,齐家文化陶器制作是垫在麻布上进行的。
根据泥条筑成法筑坯的方法不同,可以分为泥条盘筑法和泥条圈筑法两种。
(1)筑坯
齐家文化陶器的烧成温度较高, 一般在900℃~1050℃之间,有少部分在 750℃~900℃之间。 当时制陶者已经能熟练掌握烧窑技术,陶色纯正,很少出现颜色不纯的斑驳现象。 多数器表呈红褐色、橙黄色,说明当时多用火直接烧制而较少封窑, 齐家文化已经使用瓷土或高岭土烧制陶器,但为何没有烧成原始瓷?一个最重要的原因就是陶窑的烧成温度达不到瓷土的玻化温度。(1)筑坯
筑坯是坯体成形的步骤,是制作陶器最为关键的一步。 筑坯的第一步是制作器底,先将泥料拍打成圆饼作为器底,再将泥料搓成粗细适宜的泥条,泥条的粗细由所制作陶器的大小决定,器体较大,泥条较粗。 器体较小,相应的揉制的泥条也较细。 将搓好的泥条沿底边缘上侧或外侧筑成器壁。 筑器壁的方法又分为泥条盘筑法和泥条圈筑法两种:
①泥条盘筑法
泥条盘筑指将泥条一根接一根连续延长,盘旋上升,盘出需要的器型。
②泥条圈筑法
泥条圈筑法指将泥条一圈又一圈落叠而上,每圈首尾衔接,不断落叠直到成形。 器壁各部位形状
的变化全凭捏泥条的手指改变姿势来控制。
齐家文化陶器器身由泥条盘筑而成,器耳等部件分制后再与器身相连。
3. 模制法
模制法系指用泥条盘筑(或圈筑)在模具(或实用袋足器)外面,再拍打(或滚压)成与模具(袋器)形状相同、大小相近坯体的方法。 齐家文化出土陶鬲等三足器的器足就是由模制法分制的。 三足分别模制后与器身连接,由于三足模制,形状大小完全相同,故三足器造型匀称平稳。 模具是模制法专用的工具,不同于陶垫、陶拍等其他制陶工具,由于齐家文化尚未出土陶制模具,故推测齐家文化使用诸如鸡蛋、卵石等原始模具制陶。 模具法主要应用于制作袋足器(如陶鬲)。
模制法以陶鬲的制作方法为例,第一步,先利用单足内模分制三足,在模具上盘泥条或者敷泥。为了顺利脱模,采取下列措施防止粘模:利用含水量适宜的泥料;将模具外表浇湿,暂时有吸附作用,再撒一层干燥粉砂土面,在模具与坯体之间起隔离层作用;通过拍打或滚压使胎壁延展,坯与模之间出现空当立即可脱模。
第二步,将袋足以及上半身粘接成袋足器或用泥条筑成上半身。 将三足分制的坯体切割(相当于剪裁)成斜口三个袋足相接处补水后将裆部内壁捏合成“Y”字形棱脊,成为下半身。 将下半身扣放,在裆部附加泥条后用圆棍压实,再与倒置的上半身套接。 翻身后加工口沿,安装器耳成为鬲。
(2)修坯
坯体成形后,用手指抹去泥条盘筑和拼接的痕迹,使用陶垫与陶拍将坯体整形,经过陶垫拍打整形过的陶器会在器物内壁留下凹痕,这是判断是否使用陶垫整形的一个标志,同时经过拍打的陶器质地也更加致密。 使用陶拍与陶垫对坯体进行加工是齐家文化制陶工艺的一个特点,一般而言传统制陶工艺中,是使用卵石与陶拍配合使用来加固坯体,而齐家文化使用了专门的工具:陶垫。 这也是齐家文化制陶工艺进步的一个体现。 另外,齐家文化部分陶器是经过磨光处理的,具体方法是先使用骨质、木质或金属工具将坯体上多余泥料刮去,使坯体变得更加规整,再用手指、光滑的圆木棒或光滑坚硬的圆球对坯体进行打磨、抛光,在武威皇娘娘台遗址四次发掘时,就出土了这样的陶球。 在陶器表面打磨抛光技术上,齐家文化不如马家窑文化,可能与彩陶不发达有关。 同时在齐家文化陶器口沿和肩部上还发现明显的慢轮修整的痕迹。
(3)施加纹饰
施加纹饰可以使泥条接合牢固,施加纹饰的方法是使用陶拍或木棍进行拍打或滚压。 陶拍分为素面、刻篮纹或方格纹、缠绕麻绳三种,进行拍打和滚压时绳股的麦粒状凸起将泥料往两边挤压可有效地消除泥条缝隙,提高器壁致密度。
齐家文化陶器纹饰以篮纹、绳纹为主,兼用镂孔、弦纹,划纹、锥刺纹、附加堆纹印压纹等纹饰,其中泥质红陶纹饰以竖行篮纹为主,绳纹较少。 夹砂红陶以竖行绳纹为主,篮纹较少。 另外,齐家文化陶器部分还存在施加陶衣的情况,陶衣以白色为主。 陶衣是用细陶土或调入颜料的黏土调成泥浆,施于陶器的表面,经烧制成的陶器表面层。 一般有红、橙、棕、黄、白等色,颜色取决于所用黏土的颜色及成分。 齐家文化陶器施陶衣的较多,有的呈白色,有的呈红色,有的呈橙黄色,这是用白垩土或红土调成泥浆后施涂的。 齐家文化陶器施加的陶衣厚薄不均,有的陶器的陶衣很厚,达 1 毫米,有的很薄,只有0.1 毫米左右。有些彩衣是在泥浆中调入了一定量的颜料,如褚石、高岭石和铁锰矿。给陶器施陶衣,一方面是为了器表漂亮悦目,同时也增加了陶器表面的致密度。 齐家文化使用的陶衣主要成分是高岭土和细泥浆.
(三)入窑烧制
当坯体经晾干后入窑烧制,陶器的烧成温度习惯上称为火候。 烧成温度受许多因素影响,最主要的就是陶窑的结构和陶土的化学成分,陶窑的结构越合理,烧成温度提高的就越高;另外黏土的成分对烧成温度的提高也有影响,使黏土具有耐火性的是 Al2O3 而 Fe2O3、CaO、K2O、Na2O、MnO 之类的 RxOy类物质起助熔剂作用。 当存在含铝高的硬水铝石或三水铝石时,会提高耐火度,降低可塑性;而助熔剂如碱、铁的化合物、硫化物、石膏、方解石等存在时,则降低了陶坯的烧成温度。 陶土的成分和烧制气氛对陶器的颜色具有一定的影响,灰陶、黑陶和红陶的烧成温度一般不超过 1050℃。 把陶器中 Fe++/Fe+++的比值叫还原比值。 从 Fe++/Fe+++ 数值可以看出烧制时的气氛。 当 Fe++/Fe+++ 大于 1 时为还原气氛,这时Fe+++ 被还原Fe++, 含黑色的 Fe3O4 量增大,因而陶器呈灰色或灰黑色;当Fe++/Fe+++ 小于 1时为氧化气氛这时 Fe++ 被氧化为 Fe+++ 含红色 Fe2O3 的量增大, 因而陶器呈红色或橙黄色。 黑陶则是由于在烧出窑前短时间的烟熏渗碳而成,白陶则是用含有 SiO2、Al2O3 较高的高岭土烧制而成的。
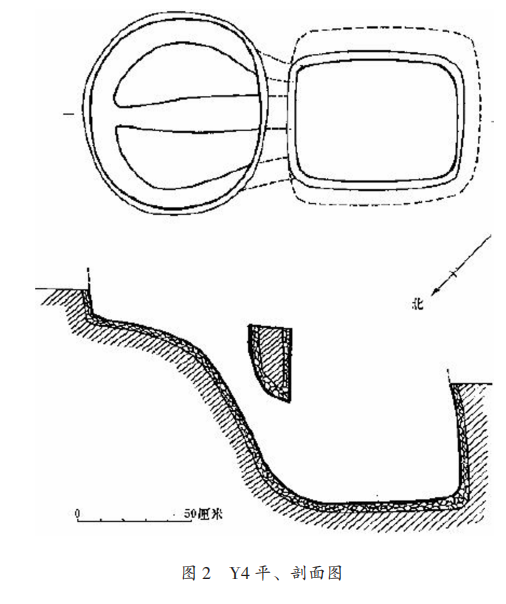
陶窑的发展是衡量制陶工艺水平的又一个标志。 陶窑的结构基本上可分为横穴式和竖穴式两种。横穴窑的结构比较原始,它们的结构是窑室和火膛两者基本位于同一水平面上。 齐家文化继承了从仰韶时期产生,经马家窑文化发展的横穴窑, 未发现使用竖穴窑遗迹。 天水师赵村遗址第七期齐家文化发现三座陶窑(Y4—Y6)譹訛,均为横穴窑,其中,Y4 和Y5 保存较好。
Y4(图 2),位于 T365 北侧,开口在第 2层下,建于生土之中,方向 225 度。 由窑室、火道、火膛三部分组成。 窑室上部及其口部已残,现存遗迹距地表深 0.4 米窑室平面呈椭圆形直径0.7~0.85 米,残深 0.1 米左右,窑底有环状火道和一条直形火道, 从而构成三股火道, 火道从窑室略向下倾斜通向火膛至于火膛底部,火道径或宽 0.15~0.17 米,窑室与火膛之间隔梁宽 0.4 米,火膛在窑室西南侧,圆角方形,底平坦。 口部长 0.73 米,宽 0.55 米,底部长 0.87 米,宽 0.8 米,底部至窑室平面深度为 0.5 米,火膛口低于窑室口部约 0.6~0.7 米。窑室、火道和火膛的表面都曾涂抹厚 1~5 厘米的草拌泥,经火长期烧烤已硬结成坚固的琉璃体,呈青黑色或青灰色,在其下是厚 4~5 厘米左右的红烧土,窑址内填灰土堆积,含草木灰渣,并有少量齐家文化碎陶片。
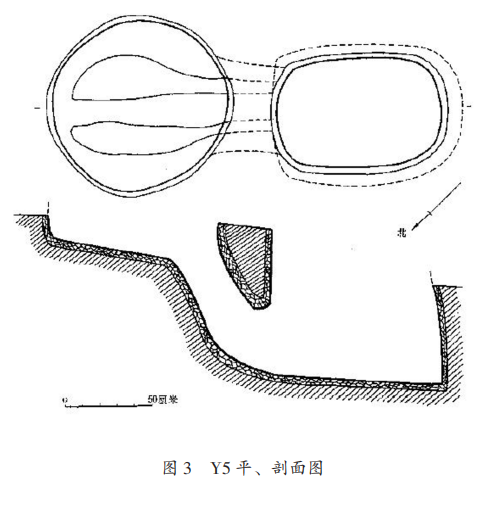
Y5(图 3)位于 T365 和 T366 之间,在 Y4 的西南方向,相距 2 米左右,开口于第二层下,建于生土之中。 方向 225 度比 Y4 略大,结构基本相同,仅形状小有差别。 Y5 由窑室、火道、火膛三部分组成。 窑室上部及其口部已残,窑室平面为圆形,直径 1 米,残深 0.15 米,窑室底部有环状火道和一条直形火道,从而构成三股火道,火道平均径或宽 0.2~0.4 米,火道从窑室略向下倾斜通向火膛至于火膛底部,窑室与火膛之间隔梁宽 0.6 米,火膛位于窑室西南侧,椭圆形,袋状,平底。 口部长径 1.1 米,短径 0.8米,火膛深 0.58 米,表面烧结成青灰色琉璃硬面,厚 1 厘米左右,其下是红烧土,厚 4 厘米—6 厘米。 窑址内充填灰土堆积,含草木灰烬,出土少量齐家文化残陶片。
这几座陶窑同在一地,系同时使用,反映陶器集中生产,制陶生产有了一定规模。 同时,也证明了齐家文化陶器系本地烧造,并非异地生产。
关于制陶技术的识别是古代陶器研究的基本内容之一, 只有在此基础上对相关技术特征和时空分布进行概括和总结,才有可能对古代陶器坯体成型技术选择之背景和动机进行比较研究,进而管窥古代陶器生产的社会行为。
结 语
齐家文化陶器制作技术是对马家窑文化马厂类型制陶技术的继承,包括泥料的淘洗技术、泥条筑坯技术、纹饰的制作技术、陶器磨光技术以及横穴窑烧造等,经过发展,成为具有自身特色的技术,同时又对后来的辛店文化制陶技术产生影响。
齐家文化陶器以红陶为主,并有少量灰陶、白陶、彩陶,多红陶主要与齐家文化使用横穴窑和窑内氧化气氛有关。陶质细腻,与泥料淘洗技术被广泛应用有关。红陶以泥质红陶和夹砂红陶为主,泥质红陶纹饰以竖行篮纹为主;夹砂红陶以竖行绳纹为主,同时使用镂孔、弦纹,划纹、锥刺纹、附加堆纹印压纹等纹饰装饰陶器。 齐家文化制陶工艺以手制为主,主要使用泥条筑成法筑坯。 三足器由模制法制作而成。 陶拍与陶垫被大量应用于陶器整形上。 同时由发现集中的陶窑遗址及制陶工具可知,齐家文化陶器系本地烧制,并形成一定规模。
时间:2022-06-18 来源:齐家文化网 打印页面 阅读()
相关内容










Copyrights© All Rights Reserved 版权所有 甘肃省齐家文化研究会
甘肃省齐家文化研究会 广河县齐家文化博物馆 主办
地址:广河县城关镇河北新区广仁街1号 邮编:731300 电话:0930-5936016 传真:0930-5936016
陇ICP备2021002768号  甘公网安备62292402000104号
甘公网安备62292402000104号
技术支持:甘肃南博网络科技有限公司